
 职场资讯
职场资讯
正在查看10+年经验组装工简历模板(格局排版)文字版
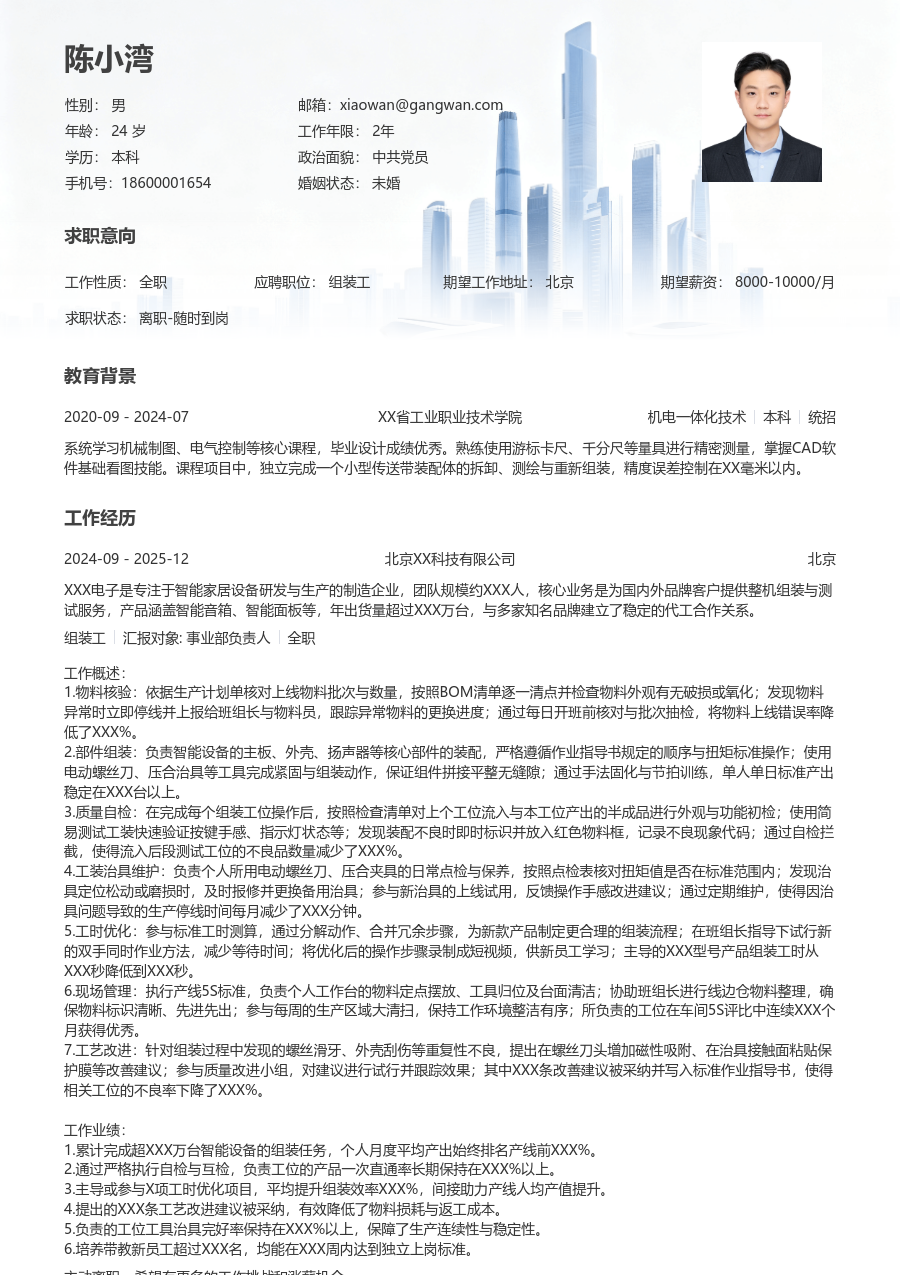
陈小湾
求职意向
工作经历
XXX电子是专注于智能家居设备研发与生产的制造企业,团队规模约XXX人,核心业务是为国内外品牌客户提供整机组装与测试服务,产品涵盖智能音箱、智能面板等,年出货量超过XXX万台,与多家知名品牌建立了稳定的代工合作关系。
工作概述:
1.物料核验:依据生产计划单核对上线物料批次与数量,按照BOM清单逐一清点并检查物料外观有无破损或氧化;发现物料异常时立即停线并上报给班组长与物料员,跟踪异常物料的更换进度;通过每日开班前核对与批次抽检,将物料上线错误率降低了XXX%。
2.部件组装:负责智能设备的主板、外壳、扬声器等核心部件的装配,严格遵循作业指导书规定的顺序与扭矩标准操作;使用电动螺丝刀、压合治具等工具完成紧固与组装动作,保证组件拼接平整无缝隙;通过手法固化与节拍训练,单人单日标准产出稳定在XXX台以上。
3.质量自检:在完成每个组装工位操作后,按照检查清单对上个工位流入与本工位产出的半成品进行外观与功能初检;使用简易测试工装快速验证按键手感、指示灯状态等;发现装配不良时即时标识并放入红色物料框,记录不良现象代码;通过自检拦截,使得流入后段测试工位的不良品数量减少了XXX%。
4.工装治具维护:负责个人所用电动螺丝刀、压合夹具的日常点检与保养,按照点检表核对扭矩值是否在标准范围内;发现治具定位松动或磨损时,及时报修并更换备用治具;参与新治具的上线试用,反馈操作手感改进建议;通过定期维护,使得因治具问题导致的生产停线时间每月减少了XXX分钟。
5.工时优化:参与标准工时测算,通过分解动作、合并冗余步骤,为新款产品制定更合理的组装流程;在班组长指导下试行新的双手同时作业方法,减少等待时间;将优化后的操作步骤录制成短视频,供新员工学习;主导的XXX型号产品组装工时从XXX秒降低到XXX秒。
6.现场管理:执行产线5S标准,负责个人工作台的物料定点摆放、工具归位及台面清洁;协助班组长进行线边仓物料整理,确保物料标识清晰、先进先出;参与每周的生产区域大清扫,保持工作环境整洁有序;所负责的工位在车间5S评比中连续XXX个月获得优秀。
7.工艺改进:针对组装过程中发现的螺丝滑牙、外壳刮伤等重复性不良,提出在螺丝刀头增加磁性吸附、在治具接触面粘贴保护膜等改善建议;参与质量改进小组,对建议进行试行并跟踪效果;其中XXX条改善建议被采纳并写入标准作业指导书,使得相关工位的不良率下降了XXX%。
工作业绩:
1.累计完成超XXX万台智能设备的组装任务,个人月度平均产出始终排名产线前XXX%。
2.通过严格执行自检与互检,负责工位的产品一次直通率长期保持在XXX%以上。
3.主导或参与X项工时优化项目,平均提升组装效率XXX%,间接助力产线人均产值提升。
4.提出的XXX条工艺改进建议被采纳,有效降低了物料损耗与返工成本。
5.负责的工位工具治具完好率保持在XXX%以上,保障了生产连续性与稳定性。
6.培养带教新员工超过XXX名,均能在XXX周内达到独立上岗标准。
主动离职,希望有更多的工作挑战和涨薪机会。
项目经历
公司年度重点客户项目,产品结构复杂,集成度高,初期试产直通率仅为XX%,组装工序瓶颈工位多达X处,日产能仅XXX台,无法满足客户首批XXX万台的订单交付需求。同时,新采用的卡扣式设计导致外壳组装良率低,反复拆装造成外壳刮伤率高,客户对产品外观标准要求极为严格。
项目职责:
1.物料与图纸消化:负责首批试产物料的接收与核对,提前熟悉新产品三维图纸与爆炸图,标记出与旧款不同的组装干涉风险点,汇总X条潜在问题在产前会上反馈给工程部门。
2.瓶颈工序攻坚:被分配到外壳总装这一瓶颈工位,与工艺工程师一同测试不同的组装角度与按压顺序,通过XXX次尝试,确定最优的双手同步卡扣按压手法,将单件组装时间从XX秒降至XX秒。
3.专用治具设计建议:针对外壳易刮伤问题,提出在组装平台上增加软性硅胶垫,并设计导向柱的改善方案;协助治具部门制作简易原型进行验证,有效避免了组装过程中的错位与摩擦。
4.作业培训与标准传递:作为该瓶颈工位的首批熟练工,负责将验证后的标准动作编写成要点口诀,并示范给后续加入的XX名员工,确保手法统一,保障量产质量稳定。
项目业绩:
1.项目量产爬坡阶段,负责的外壳总装工位良率从XX%提升至X
X.X%,成为首个突破的瓶颈工序。
2.主导优化的组装手法推广后,该产品整体生产线直通率在X周内从XX%提升至XX%,达到客户验收标准。
3.项目最终实现日均稳定产出XXX台,按时交付客户首批订单,获得客户质量好评。
4.总结的《精密卡扣组件装配操作指南》被收录进公司标准文件库。
教育背景
系统学习机械制图、电气控制等核心课程,毕业设计成绩优秀。熟练使用游标卡尺、千分尺等量具进行精密测量,掌握CAD软件基础看图技能。课程项目中,独立完成一个小型传送带装配体的拆卸、测绘与重新组装,精度误差控制在XX毫米以内。
自我评价
培训经历
系统学习了电子组装件的可接受性标准。将标准应用于日常焊接与组装质量检查中,显著提升了目检的准确性与一致性。在接受认证后参与的专项质量提升活动中,凭借对标准的准确运用,协助团队将XXX产品系列的焊接外观不良率降低了XXX%。
10+年经验组装工简历模板(格局排版)
适用人群: #组装工 #资深[10+年]



猜你想用
关于组装工简历的常见问题
[基本信息]
姓名:陈小湾
性别:男
年龄:26
学历:本科
婚姻:未婚
年限:4年
面貌:党员
邮箱:xiaowan@gangwan.com
电话:18600001654
[求职意向]
工作性质:全职
应聘职位:组装工
期望城市:北京
期望薪资:8000-10000
求职状态:离职-随时到岗
[工作经历]
北京XX科技有限公司 | 组装工
2024-09 - 2025-12
XXX电子是专注于智能家居设备研发与生产的制造企业,团队规模约XXX人,核心业务是为国内外品牌客户提供整机组装与测试服务,产品涵盖智能音箱、智能面板等,年出货量超过XXX万台,与多家知名品牌建立了稳定的代工合作关系。
工作概述:
1.物料核验:依据生产计划单核对上线物料批次与数量,按照BOM清单逐一清点并检查物料外观有无破损或氧化;发现物料异常时立即停线并上报给班组长与物料员,跟踪异常物料的更换进度;通过每日开班前核对与批次抽检,将物料上线错误率降低了XXX%。
2.部件组装:负责智能设备的主板、外壳、扬声器等核心部件的装配,严格遵循作业指导书规定的顺序与扭矩标准操作;使用电动螺丝刀、压合治具等工具完成紧固与组装动作,保证组件拼接平整无缝隙;通过手法固化与节拍训练,单人单日标准产出稳定在XXX台以上。
3.质量自检:在完成每个组装工位操作后,按照检查清单对上个工位流入与本工位产出的半成品进行外观与功能初检;使用简易测试工装快速验证按键手感、指示灯状态等;发现装配不良时即时标识并放入红色物料框,记录不良现象代码;通过自检拦截,使得流入后段测试工位的不良品数量减少了XXX%。
4.工装治具维护:负责个人所用电动螺丝刀、压合夹具的日常点检与保养,按照点检表核对扭矩值是否在标准范围内;发现治具定位松动或磨损时,及时报修并更换备用治具;参与新治具的上线试用,反馈操作手感改进建议;通过定期维护,使得因治具问题导致的生产停线时间每月减少了XXX分钟。
5.工时优化:参与标准工时测算,通过分解动作、合并冗余步骤,为新款产品制定更合理的组装流程;在班组长指导下试行新的双手同时作业方法,减少等待时间;将优化后的操作步骤录制成短视频,供新员工学习;主导的XXX型号产品组装工时从XXX秒降低到XXX秒。
6.现场管理:执行产线5S标准,负责个人工作台的物料定点摆放、工具归位及台面清洁;协助班组长进行线边仓物料整理,确保物料标识清晰、先进先出;参与每周的生产区域大清扫,保持工作环境整洁有序;所负责的工位在车间5S评比中连续XXX个月获得优秀。
7.工艺改进:针对组装过程中发现的螺丝滑牙、外壳刮伤等重复性不良,提出在螺丝刀头增加磁性吸附、在治具接触面粘贴保护膜等改善建议;参与质量改进小组,对建议进行试行并跟踪效果;其中XXX条改善建议被采纳并写入标准作业指导书,使得相关工位的不良率下降了XXX%。
工作业绩:
1.累计完成超XXX万台智能设备的组装任务,个人月度平均产出始终排名产线前XXX%。
2.通过严格执行自检与互检,负责工位的产品一次直通率长期保持在XXX%以上。
3.主导或参与X项工时优化项目,平均提升组装效率XXX%,间接助力产线人均产值提升。
4.提出的XXX条工艺改进建议被采纳,有效降低了物料损耗与返工成本。
5.负责的工位工具治具完好率保持在XXX%以上,保障了生产连续性与稳定性。
6.培养带教新员工超过XXX名,均能在XXX周内达到独立上岗标准。
[项目经历]
项目名称:XXX旗舰智能音箱新品导入与量产爬坡
担任角色:项目负责人
公司年度重点客户项目,产品结构复杂,集成度高,初期试产直通率仅为XX%,组装工序瓶颈工位多达X处,日产能仅XXX台,无法满足客户首批XXX万台的订单交付需求。同时,新采用的卡扣式设计导致外壳组装良率低,反复拆装造成外壳刮伤率高,客户对产品外观标准要求极为严格。
项目业绩:
1.项目量产爬坡阶段,负责的外壳总装工位良率从XX%提升至X
X.X%,成为首个突破的瓶颈工序。
2.主导优化的组装手法推广后,该产品整体生产线直通率在X周内从XX%提升至XX%,达到客户验收标准。
3.项目最终实现日均稳定产出XXX台,按时交付客户首批订单,获得客户质量好评。
4.总结的《精密卡扣组件装配操作指南》被收录进公司标准文件库。
[教育背景]
XX省工业职业技术学院
机电一体化技术 | 本科
系统学习机械制图、电气控制等核心课程,毕业设计成绩优秀。熟练使用游标卡尺、千分尺等量具进行精密测量,掌握CAD软件基础看图技能。课程项目中,独立完成一个小型传送带装配体的拆卸、测绘与重新组装,精度误差控制在XX毫米以内。