
 职场资讯
职场资讯
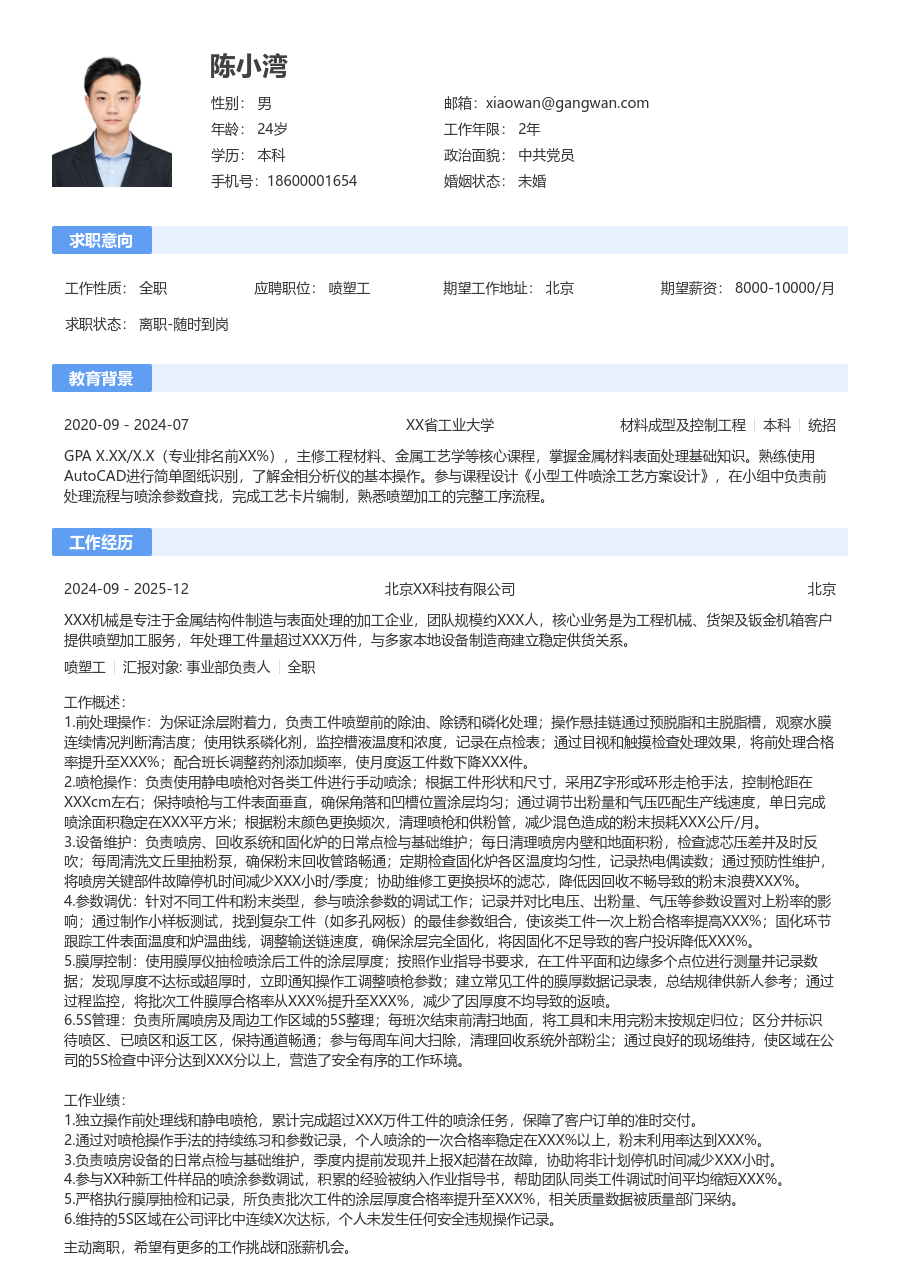
正在查看1-3年经验喷塑工简历模板(通用格式)文字版
陈小湾
求职意向
工作经历
XXX机械是专注于金属结构件制造与表面处理的加工企业,团队规模约XXX人,核心业务是为工程机械、货架及钣金机箱客户提供喷塑加工服务,年处理工件量超过XXX万件,与多家本地设备制造商建立稳定供货关系。
工作概述:
1.前处理操作:为保证涂层附着力,负责工件喷塑前的除油、除锈和磷化处理;操作悬挂链通过预脱脂和主脱脂槽,观察水膜连续情况判断清洁度;使用铁系磷化剂,监控槽液温度和浓度,记录在点检表;通过目视和触摸检查处理效果,将前处理合格率提升至XXX%;配合班长调整药剂添加频率,使月度返工件数下降XXX件。
2.喷枪操作:负责使用静电喷枪对各类工件进行手动喷涂;根据工件形状和尺寸,采用Z字形或环形走枪手法,控制枪距在XXXcm左右;保持喷枪与工件表面垂直,确保角落和凹槽位置涂层均匀;通过调节出粉量和气压匹配生产线速度,单日完成喷涂面积稳定在XXX平方米;根据粉末颜色更换频次,清理喷枪和供粉管,减少混色造成的粉末损耗XXX公斤/月。
3.设备维护:负责喷房、回收系统和固化炉的日常点检与基础维护;每日清理喷房内壁和地面积粉,检查滤芯压差并及时反吹;每周清洗文丘里抽粉泵,确保粉末回收管路畅通;定期检查固化炉各区温度均匀性,记录热电偶读数;通过预防性维护,将喷房关键部件故障停机时间减少XXX小时/季度;协助维修工更换损坏的滤芯,降低因回收不畅导致的粉末浪费XXX%。
4.参数调优:针对不同工件和粉末类型,参与喷涂参数的调试工作;记录并对比电压、出粉量、气压等参数设置对上粉率的影响;通过制作小样板测试,找到复杂工件(如多孔网板)的最佳参数组合,使该类工件一次上粉合格率提高XXX%;固化环节跟踪工件表面温度和炉温曲线,调整输送链速度,确保涂层完全固化,将因固化不足导致的客户投诉降低XXX%。
5.膜厚控制:使用膜厚仪抽检喷涂后工件的涂层厚度;按照作业指导书要求,在工件平面和边缘多个点位进行测量并记录数据;发现厚度不达标或超厚时,立即通知操作工调整喷枪参数;建立常见工件的膜厚数据记录表,总结规律供新人参考;通过过程监控,将批次工件膜厚合格率从XXX%提升至XXX%,减少了因厚度不均导致的返喷。
6.5S管理:负责所属喷房及周边工作区域的5S整理;每班次结束前清扫地面,将工具和未用完粉末按规定归位;区分并标识待喷区、已喷区和返工区,保持通道畅通;参与每周车间大扫除,清理回收系统外部粉尘;通过良好的现场维持,使区域在公司的5S检查中评分达到XXX分以上,营造了安全有序的工作环境。
工作业绩:
1.独立操作前处理线和静电喷枪,累计完成超过XXX万件工件的喷涂任务,保障了客户订单的准时交付。
2.通过对喷枪操作手法的持续练习和参数记录,个人喷涂的一次合格率稳定在XXX%以上,粉末利用率达到XXX%。
3.负责喷房设备的日常点检与基础维护,季度内提前发现并上报X起潜在故障,协助将非计划停机时间减少XXX小时。
4.参与XX种新工件样品的喷涂参数调试,积累的经验被纳入作业指导书,帮助团队同类工件调试时间平均缩短XXX%。
5.严格执行膜厚抽检和记录,所负责批次工件的涂层厚度合格率提升至XXX%,相关质量数据被质量部门采纳。
6.维持的5S区域在公司评比中连续X次达标,个人未发生任何安全违规操作记录。
主动离职,希望有更多的工作挑战和涨薪机会。
项目经历
公司为某通信设备客户新开发的户外机柜产品,首批次XXX件试产件在喷塑后出现边角露底、局部橘皮等外观质量问题,客户验收合格率仅为XX%,严重影响项目交付进度,需在X周内分析原因并改善工艺以达到客户要求的XXX%合格率标准。
项目职责:
1.问题分析:协助工艺员对缺陷工件进行现场分析,使用膜厚仪测量边角和平面厚度差异;参与记录不同挂具方式对电场分布的影响,排查前处理是否存在死角。
2.工艺试验:根据分析建议,负责操作喷枪进行多组参数对比试验;制作不同电压、出粉量组合下的小样板,供工艺员评估外观和厚度。
3.挂具改进:参与新挂具的试用,按照新设计的挂点进行上件和喷涂;对比新老挂具下工件的上粉均匀性,记录边角覆盖情况的改善效果。
4.固化跟踪:在工艺调整后,负责跟踪新一批工件的固化过程;使用炉温跟踪仪测试工件实际温度,确保新工艺下的固化曲线符合要求。
项目业绩:
1.通过参与试验和调整,最终确定的优化工艺使该户外机柜产品的喷涂一次合格率从XX%提升至XXX%,达到客户标准,保障了批量订单的顺利落地。
2.项目总结的《复杂钣金件边角上粉操作要点》被纳入车间培训材料,使类似结构工件的平均调试时间缩短了XXX%。
3.新采用的挂具设计方式推广到其他X款产品上,平均粉末消耗降低了约XXX%。
教育背景
GPA X.XX/X.X(专业排名前XX%),主修工程材料、金属工艺学等核心课程,掌握金属材料表面处理基础知识。熟练使用AutoCAD进行简单图纸识别,了解金相分析仪的基本操作。参与课程设计《小型工件喷涂工艺方案设计》,在小组中负责前处理流程与喷涂参数查找,完成工艺卡片编制,熟悉喷塑加工的完整工序流程。
自我评价
培训经历
系统学习了粉末涂料种类、静电喷涂原理及常见缺陷分析与防治。将培训中所学的挂具设计优化知识应用于实际工作,参与对XX类工件的挂点改进,使该类工件边角上粉率提升,平均每批次减少补喷时间XXX分钟,相关经验在班组内进行分享。
1-3年经验喷塑工简历模板(通用格式)
适用人群: #喷塑工 #初级[1-3年]



猜你想用
关于喷塑工简历的常见问题
[基本信息]
姓名:陈小湾
性别:男
年龄:26
学历:本科
婚姻:未婚
年限:4年
面貌:党员
邮箱:xiaowan@gangwan.com
电话:18600001654
[求职意向]
工作性质:全职
应聘职位:喷塑工
期望城市:北京
期望薪资:8000-10000
求职状态:离职-随时到岗
[工作经历]
北京XX科技有限公司 | 喷塑工
2024-09 - 2025-12
XXX机械是专注于金属结构件制造与表面处理的加工企业,团队规模约XXX人,核心业务是为工程机械、货架及钣金机箱客户提供喷塑加工服务,年处理工件量超过XXX万件,与多家本地设备制造商建立稳定供货关系。
工作概述:
1.前处理操作:为保证涂层附着力,负责工件喷塑前的除油、除锈和磷化处理;操作悬挂链通过预脱脂和主脱脂槽,观察水膜连续情况判断清洁度;使用铁系磷化剂,监控槽液温度和浓度,记录在点检表;通过目视和触摸检查处理效果,将前处理合格率提升至XXX%;配合班长调整药剂添加频率,使月度返工件数下降XXX件。
2.喷枪操作:负责使用静电喷枪对各类工件进行手动喷涂;根据工件形状和尺寸,采用Z字形或环形走枪手法,控制枪距在XXXcm左右;保持喷枪与工件表面垂直,确保角落和凹槽位置涂层均匀;通过调节出粉量和气压匹配生产线速度,单日完成喷涂面积稳定在XXX平方米;根据粉末颜色更换频次,清理喷枪和供粉管,减少混色造成的粉末损耗XXX公斤/月。
3.设备维护:负责喷房、回收系统和固化炉的日常点检与基础维护;每日清理喷房内壁和地面积粉,检查滤芯压差并及时反吹;每周清洗文丘里抽粉泵,确保粉末回收管路畅通;定期检查固化炉各区温度均匀性,记录热电偶读数;通过预防性维护,将喷房关键部件故障停机时间减少XXX小时/季度;协助维修工更换损坏的滤芯,降低因回收不畅导致的粉末浪费XXX%。
4.参数调优:针对不同工件和粉末类型,参与喷涂参数的调试工作;记录并对比电压、出粉量、气压等参数设置对上粉率的影响;通过制作小样板测试,找到复杂工件(如多孔网板)的最佳参数组合,使该类工件一次上粉合格率提高XXX%;固化环节跟踪工件表面温度和炉温曲线,调整输送链速度,确保涂层完全固化,将因固化不足导致的客户投诉降低XXX%。
5.膜厚控制:使用膜厚仪抽检喷涂后工件的涂层厚度;按照作业指导书要求,在工件平面和边缘多个点位进行测量并记录数据;发现厚度不达标或超厚时,立即通知操作工调整喷枪参数;建立常见工件的膜厚数据记录表,总结规律供新人参考;通过过程监控,将批次工件膜厚合格率从XXX%提升至XXX%,减少了因厚度不均导致的返喷。
6.5S管理:负责所属喷房及周边工作区域的5S整理;每班次结束前清扫地面,将工具和未用完粉末按规定归位;区分并标识待喷区、已喷区和返工区,保持通道畅通;参与每周车间大扫除,清理回收系统外部粉尘;通过良好的现场维持,使区域在公司的5S检查中评分达到XXX分以上,营造了安全有序的工作环境。
工作业绩:
1.独立操作前处理线和静电喷枪,累计完成超过XXX万件工件的喷涂任务,保障了客户订单的准时交付。
2.通过对喷枪操作手法的持续练习和参数记录,个人喷涂的一次合格率稳定在XXX%以上,粉末利用率达到XXX%。
3.负责喷房设备的日常点检与基础维护,季度内提前发现并上报X起潜在故障,协助将非计划停机时间减少XXX小时。
4.参与XX种新工件样品的喷涂参数调试,积累的经验被纳入作业指导书,帮助团队同类工件调试时间平均缩短XXX%。
5.严格执行膜厚抽检和记录,所负责批次工件的涂层厚度合格率提升至XXX%,相关质量数据被质量部门采纳。
6.维持的5S区域在公司评比中连续X次达标,个人未发生任何安全违规操作记录。
[项目经历]
项目名称:户外机柜新产品喷涂质量提升项目
担任角色:项目负责人
公司为某通信设备客户新开发的户外机柜产品,首批次XXX件试产件在喷塑后出现边角露底、局部橘皮等外观质量问题,客户验收合格率仅为XX%,严重影响项目交付进度,需在X周内分析原因并改善工艺以达到客户要求的XXX%合格率标准。
项目业绩:
1.通过参与试验和调整,最终确定的优化工艺使该户外机柜产品的喷涂一次合格率从XX%提升至XXX%,达到客户标准,保障了批量订单的顺利落地。
2.项目总结的《复杂钣金件边角上粉操作要点》被纳入车间培训材料,使类似结构工件的平均调试时间缩短了XXX%。
3.新采用的挂具设计方式推广到其他X款产品上,平均粉末消耗降低了约XXX%。
[教育背景]
XX省工业大学
材料成型及控制工程 | 本科
GPA X.XX/X.X(专业排名前XX%),主修工程材料、金属工艺学等核心课程,掌握金属材料表面处理基础知识。熟练使用AutoCAD进行简单图纸识别,了解金相分析仪的基本操作。参与课程设计《小型工件喷涂工艺方案设计》,在小组中负责前处理流程与喷涂参数查找,完成工艺卡片编制,熟悉喷塑加工的完整工序流程。