
 职场资讯
职场资讯
正在查看3-5年经验氩弧焊工简历模板(现代设计)文字版
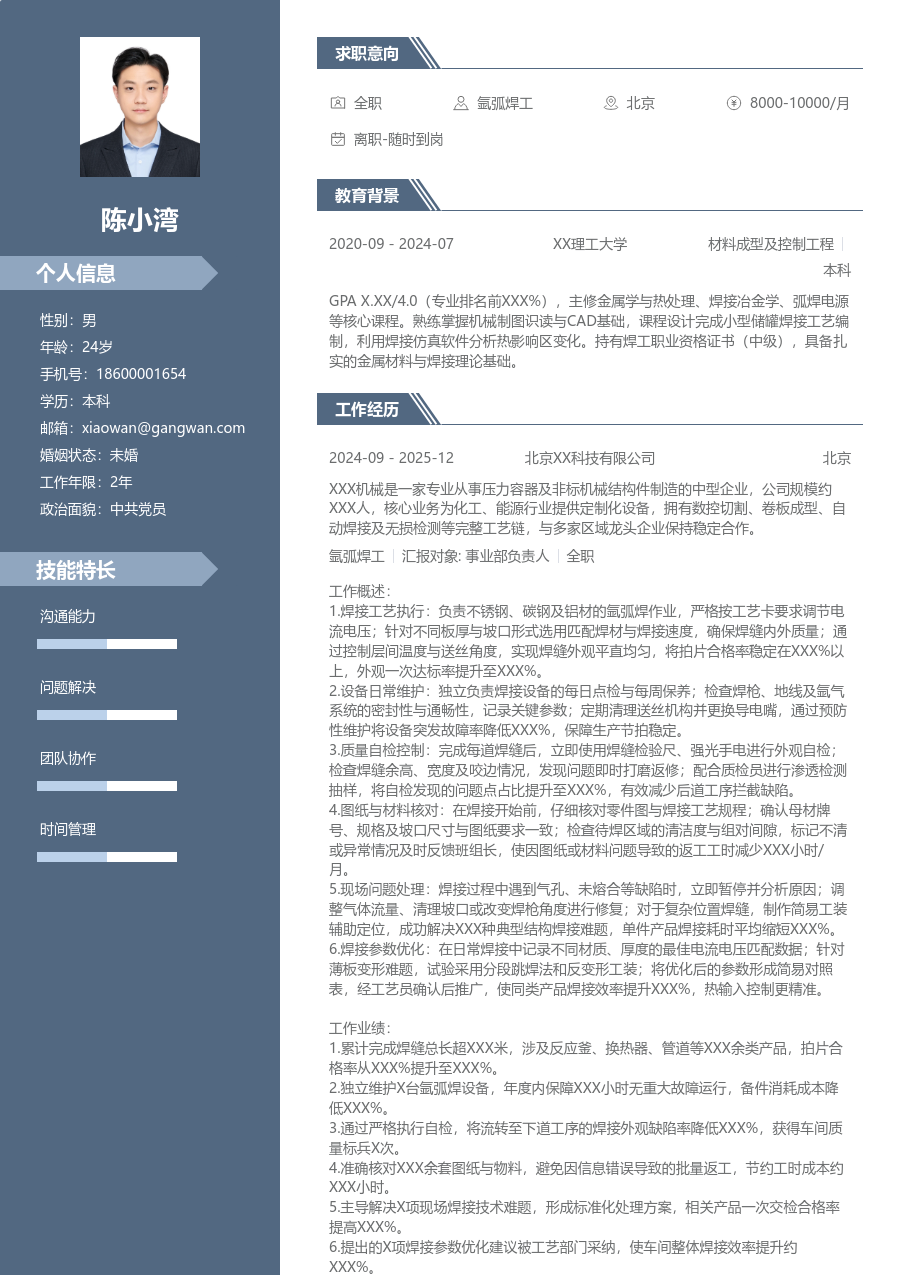
陈小湾
求职意向
工作经历
XXX机械是一家专业从事压力容器及非标机械结构件制造的中型企业,公司规模约XXX人,核心业务为化工、能源行业提供定制化设备,拥有数控切割、卷板成型、自动焊接及无损检测等完整工艺链,与多家区域龙头企业保持稳定合作。
工作概述:
1.焊接工艺执行:负责不锈钢、碳钢及铝材的氩弧焊作业,严格按工艺卡要求调节电流电压;针对不同板厚与坡口形式选用匹配焊材与焊接速度,确保焊缝内外质量;通过控制层间温度与送丝角度,实现焊缝外观平直均匀,将拍片合格率稳定在XXX%以上,外观一次达标率提升至XXX%。
2.设备日常维护:独立负责焊接设备的每日点检与每周保养;检查焊枪、地线及氩气系统的密封性与通畅性,记录关键参数;定期清理送丝机构并更换导电嘴,通过预防性维护将设备突发故障率降低XXX%,保障生产节拍稳定。
3.质量自检控制:完成每道焊缝后,立即使用焊缝检验尺、强光手电进行外观自检;检查焊缝余高、宽度及咬边情况,发现问题即时打磨返修;配合质检员进行渗透检测抽样,将自检发现的问题点占比提升至XXX%,有效减少后道工序拦截缺陷。
4.图纸与材料核对:在焊接开始前,仔细核对零件图与焊接工艺规程;确认母材牌号、规格及坡口尺寸与图纸要求一致;检查待焊区域的清洁度与组对间隙,标记不清或异常情况及时反馈班组长,使因图纸或材料问题导致的返工工时减少XXX小时/月。
5.现场问题处理:焊接过程中遇到气孔、未熔合等缺陷时,立即暂停并分析原因;调整气体流量、清理坡口或改变焊枪角度进行修复;对于复杂位置焊缝,制作简易工装辅助定位,成功解决XXX种典型结构焊接难题,单件产品焊接耗时平均缩短XXX%。
6.焊接参数优化:在日常焊接中记录不同材质、厚度的最佳电流电压匹配数据;针对薄板变形难题,试验采用分段跳焊法和反变形工装;将优化后的参数形成简易对照表,经工艺员确认后推广,使同类产品焊接效率提升XXX%,热输入控制更精准。
工作业绩:
1.累计完成焊缝总长超XXX米,涉及反应釜、换热器、管道等XXX余类产品,拍片合格率从XXX%提升至XXX%。
2.独立维护X台氩弧焊设备,年度内保障XXX小时无重大故障运行,备件消耗成本降低XXX%。
3.通过严格执行自检,将流转至下道工序的焊接外观缺陷率降低XXX%,获得车间质量标兵X次。
4.准确核对XXX余套图纸与物料,避免因信息错误导致的批量返工,节约工时成本约XXX小时。
5.主导解决X项现场焊接技术难题,形成标准化处理方案,相关产品一次交检合格率提高XXX%。
6.提出的X项焊接参数优化建议被工艺部门采纳,使车间整体焊接效率提升约XXX%。
主动离职,希望有更多的工作挑战和涨薪机会。
项目经历
公司年度重点A类压力容器项目,产品为XXX立方米大型不锈钢反应釜,用于客户新产线核心合成环节。该设备筒体壁厚达XXXmm,要求全位置氩弧焊打底与盖面,焊缝需100%射线探伤且合格等级为I级。项目难点在于厚板焊接的热输入控制与变形预防,以及长达XXX米的纵缝与环缝的焊接一致性保证,工期紧张,客户现场验收标准极为严格。
项目职责:
1.焊接实施:负责反应釜筒体纵缝、环缝及接管内壁的氩弧焊全位置焊接;严格执行焊接工艺,采用小电流多层多道焊,控制每层焊道厚度与层间温度,确保焊缝熔深与力学性能达标。
2.技术协作:与工艺、检验人员共同进行焊接工艺评定试验;参与制定厚板焊接防变形支撑方案,在焊接过程中使用红外测温仪监控温度,及时调整焊接顺序。
3.质量把关:对每一层焊道进行清渣与渗透检测(PT)自检,合格后方进行下一层焊接;完整记录每一条焊缝的焊接参数与实际施焊记录,为最终无损检测报告提供数据支撑。
4.安全与进度:遵守密闭空间作业与高空作业安全规范,确保焊接过程零事故;根据生产计划合理安排焊接作业顺序,保障关键路径上的焊接节点按时完成。
项目业绩:
1.高质量完成全部XXX米主焊缝焊接,射线探伤(RT)一次合格率达到XXX%,远超客户要求的XXX%标准。
2.通过有效的变形控制,筒体直线度误差小于XXXmm,满足装配要求,节省后续矫形工时XXX小时。
3.项目焊接环节比原计划提前X天完成,为整体设备交付赢得缓冲时间,获得客户书面表扬。
4.形成的厚壁不锈钢容器焊接操作要点,被收录为公司内部工艺文件,用于指导后续类似项目。
教育背景
GPA X.XX/4.0(专业排名前XXX%),主修金属学与热处理、焊接冶金学、弧焊电源等核心课程。熟练掌握机械制图识读与CAD基础,课程设计完成小型储罐焊接工艺编制,利用焊接仿真软件分析热影响区变化。持有焊工职业资格证书(中级),具备扎实的金属材料与焊接理论基础。
自我评价
培训经历
系统学习并考取氩弧焊(GTAW)项目资格,覆盖碳钢、不锈钢等材料。持证期间,严格按标准作业程序施焊,应用于压力容器等特种设备制造。累计完成XXX米受压部件焊缝焊接,拍片合格率稳定在XXX%以上,所焊产品均通过监督检验。基于证内项目要求,总结形成不同位置焊接的操作口诀,成为班组内岗前培训的参考内容。
3-5年经验氩弧焊工简历模板(现代设计)
适用人群: #氩弧焊工 #中级[3-5年]



猜你想用
关于氩弧焊工简历的常见问题
[基本信息]
姓名:陈小湾
性别:男
年龄:26
学历:本科
婚姻:未婚
年限:4年
面貌:党员
邮箱:xiaowan@gangwan.com
电话:18600001654
[求职意向]
工作性质:全职
应聘职位:氩弧焊工
期望城市:北京
期望薪资:8000-10000
求职状态:离职-随时到岗
[工作经历]
北京XX科技有限公司 | 氩弧焊工
2024-09 - 2025-12
XXX机械是一家专业从事压力容器及非标机械结构件制造的中型企业,公司规模约XXX人,核心业务为化工、能源行业提供定制化设备,拥有数控切割、卷板成型、自动焊接及无损检测等完整工艺链,与多家区域龙头企业保持稳定合作。
工作概述:
1.焊接工艺执行:负责不锈钢、碳钢及铝材的氩弧焊作业,严格按工艺卡要求调节电流电压;针对不同板厚与坡口形式选用匹配焊材与焊接速度,确保焊缝内外质量;通过控制层间温度与送丝角度,实现焊缝外观平直均匀,将拍片合格率稳定在XXX%以上,外观一次达标率提升至XXX%。
2.设备日常维护:独立负责焊接设备的每日点检与每周保养;检查焊枪、地线及氩气系统的密封性与通畅性,记录关键参数;定期清理送丝机构并更换导电嘴,通过预防性维护将设备突发故障率降低XXX%,保障生产节拍稳定。
3.质量自检控制:完成每道焊缝后,立即使用焊缝检验尺、强光手电进行外观自检;检查焊缝余高、宽度及咬边情况,发现问题即时打磨返修;配合质检员进行渗透检测抽样,将自检发现的问题点占比提升至XXX%,有效减少后道工序拦截缺陷。
4.图纸与材料核对:在焊接开始前,仔细核对零件图与焊接工艺规程;确认母材牌号、规格及坡口尺寸与图纸要求一致;检查待焊区域的清洁度与组对间隙,标记不清或异常情况及时反馈班组长,使因图纸或材料问题导致的返工工时减少XXX小时/月。
5.现场问题处理:焊接过程中遇到气孔、未熔合等缺陷时,立即暂停并分析原因;调整气体流量、清理坡口或改变焊枪角度进行修复;对于复杂位置焊缝,制作简易工装辅助定位,成功解决XXX种典型结构焊接难题,单件产品焊接耗时平均缩短XXX%。
6.焊接参数优化:在日常焊接中记录不同材质、厚度的最佳电流电压匹配数据;针对薄板变形难题,试验采用分段跳焊法和反变形工装;将优化后的参数形成简易对照表,经工艺员确认后推广,使同类产品焊接效率提升XXX%,热输入控制更精准。
工作业绩:
1.累计完成焊缝总长超XXX米,涉及反应釜、换热器、管道等XXX余类产品,拍片合格率从XXX%提升至XXX%。
2.独立维护X台氩弧焊设备,年度内保障XXX小时无重大故障运行,备件消耗成本降低XXX%。
3.通过严格执行自检,将流转至下道工序的焊接外观缺陷率降低XXX%,获得车间质量标兵X次。
4.准确核对XXX余套图纸与物料,避免因信息错误导致的批量返工,节约工时成本约XXX小时。
5.主导解决X项现场焊接技术难题,形成标准化处理方案,相关产品一次交检合格率提高XXX%。
6.提出的X项焊接参数优化建议被工艺部门采纳,使车间整体焊接效率提升约XXX%。
[项目经历]
项目名称:XXX化工厂核心不锈钢反应釜制造项目
担任角色:项目负责人
公司年度重点A类压力容器项目,产品为XXX立方米大型不锈钢反应釜,用于客户新产线核心合成环节。该设备筒体壁厚达XXXmm,要求全位置氩弧焊打底与盖面,焊缝需100%射线探伤且合格等级为I级。项目难点在于厚板焊接的热输入控制与变形预防,以及长达XXX米的纵缝与环缝的焊接一致性保证,工期紧张,客户现场验收标准极为严格。
项目业绩:
1.高质量完成全部XXX米主焊缝焊接,射线探伤(RT)一次合格率达到XXX%,远超客户要求的XXX%标准。
2.通过有效的变形控制,筒体直线度误差小于XXXmm,满足装配要求,节省后续矫形工时XXX小时。
3.项目焊接环节比原计划提前X天完成,为整体设备交付赢得缓冲时间,获得客户书面表扬。
4.形成的厚壁不锈钢容器焊接操作要点,被收录为公司内部工艺文件,用于指导后续类似项目。
[教育背景]
XX理工大学
材料成型及控制工程 | 本科
GPA X.XX/4.0(专业排名前XXX%),主修金属学与热处理、焊接冶金学、弧焊电源等核心课程。熟练掌握机械制图识读与CAD基础,课程设计完成小型储罐焊接工艺编制,利用焊接仿真软件分析热影响区变化。持有焊工职业资格证书(中级),具备扎实的金属材料与焊接理论基础。