
 职场资讯
职场资讯
正在查看5-10年经验氩弧焊工简历模板(活力风格)文字版
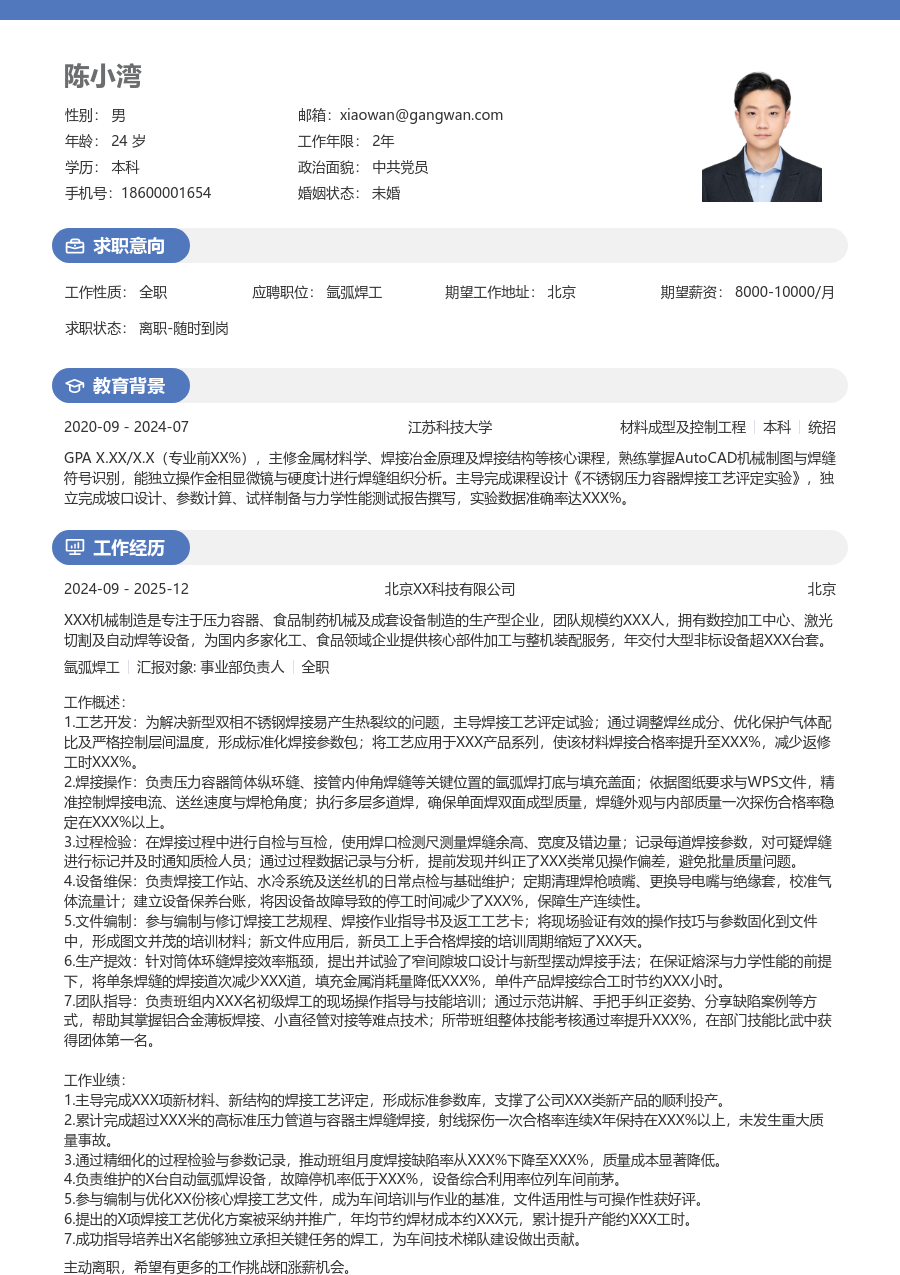
陈小湾
求职意向
工作经历
XXX机械制造是专注于压力容器、食品制药机械及成套设备制造的生产型企业,团队规模约XXX人,拥有数控加工中心、激光切割及自动焊等设备,为国内多家化工、食品领域企业提供核心部件加工与整机装配服务,年交付大型非标设备超XXX台套。
工作概述:
1.工艺开发:为解决新型双相不锈钢焊接易产生热裂纹的问题,主导焊接工艺评定试验;通过调整焊丝成分、优化保护气体配比及严格控制层间温度,形成标准化焊接参数包;将工艺应用于XXX产品系列,使该材料焊接合格率提升至XXX%,减少返修工时XXX%。
2.焊接操作:负责压力容器筒体纵环缝、接管内伸角焊缝等关键位置的氩弧焊打底与填充盖面;依据图纸要求与WPS文件,精准控制焊接电流、送丝速度与焊枪角度;执行多层多道焊,确保单面焊双面成型质量,焊缝外观与内部质量一次探伤合格率稳定在XXX%以上。
3.过程检验:在焊接过程中进行自检与互检,使用焊口检测尺测量焊缝余高、宽度及错边量;记录每道焊接参数,对可疑焊缝进行标记并及时通知质检人员;通过过程数据记录与分析,提前发现并纠正了XXX类常见操作偏差,避免批量质量问题。
4.设备维保:负责焊接工作站、水冷系统及送丝机的日常点检与基础维护;定期清理焊枪喷嘴、更换导电嘴与绝缘套,校准气体流量计;建立设备保养台账,将因设备故障导致的停工时间减少了XXX%,保障生产连续性。
5.文件编制:参与编制与修订焊接工艺规程、焊接作业指导书及返工工艺卡;将现场验证有效的操作技巧与参数固化到文件中,形成图文并茂的培训材料;新文件应用后,新员工上手合格焊接的培训周期缩短了XXX天。
6.生产提效:针对筒体环缝焊接效率瓶颈,提出并试验了窄间隙坡口设计与新型摆动焊接手法;在保证熔深与力学性能的前提下,将单条焊缝的焊接道次减少XXX道,填充金属消耗量降低XXX%,单件产品焊接综合工时节约XXX小时。
7.团队指导:负责班组内XXX名初级焊工的现场操作指导与技能培训;通过示范讲解、手把手纠正姿势、分享缺陷案例等方式,帮助其掌握铝合金薄板焊接、小直径管对接等难点技术;所带班组整体技能考核通过率提升XXX%,在部门技能比武中获得团体第一名。
工作业绩:
1.主导完成XXX项新材料、新结构的焊接工艺评定,形成标准参数库,支撑了公司XXX类新产品的顺利投产。
2.累计完成超过XXX米的高标准压力管道与容器主焊缝焊接,射线探伤一次合格率连续X年保持在XXX%以上,未发生重大质量事故。
3.通过精细化的过程检验与参数记录,推动班组月度焊接缺陷率从XXX%下降至XXX%,质量成本显著降低。
4.负责维护的X台自动氩弧焊设备,故障停机率低于XXX%,设备综合利用率位列车间前茅。
5.参与编制与优化XX份核心焊接工艺文件,成为车间培训与作业的基准,文件适用性与可操作性获好评。
6.提出的X项焊接工艺优化方案被采纳并推广,年均节约焊材成本约XXX元,累计提升产能约XXX工时。
7.成功指导培养出X名能够独立承担关键任务的焊工,为车间技术梯队建设做出贡献。
主动离职,希望有更多的工作挑战和涨薪机会。
项目经历
公司年度重点客户项目,为国内某大型乳品企业定制化设计制造的XXX吨级发酵罐系统及管道生产线,项目包含XXX台大型容器与超过XXX米食品级不锈钢管道焊接,全部焊缝需满足内壁Ra≤0.8μm的粗糙度要求,且100%通过X射线与着色渗透检测,材料涉及304、316L及钛材复合板等多种材质,工期紧张,客户对清洁度与耐腐蚀性能有极致要求。
项目职责:
1.工艺策划:负责审核项目焊接技术规格书,针对钛材复合板基层与复层、薄壁管道自动焊等难点,牵头制定专项焊接工艺方案与质量控制计划。
2.焊接执行:主导核心设备如发酵罐内壁大面积堆焊、无菌管道全位置自动焊的关键工序操作,确保焊缝成形美观、无氧化色,严格控制线能量以保持材料耐蚀性。
3.过程监控:全程跟踪焊接过程参数,监督班组严格按照WPS作业,对每日完成的焊缝进行外观全检并记录,及时组织处理焊接变形等问题。
4.问题攻关:针对管道自动焊内凹缺陷,通过反复试验调整保护气流量、焊枪对中与摆动程序,在XXX小时内解决了技术难题,保障了项目节点。
项目业绩:
1.按时保质完成项目全部XXX当量高压管口与容器主焊缝的焊接任务,射线探伤一次合格率达到XXX%,远超客户XXX%的合同要求。
2.通过工艺优化与过程控制,实现了所有食品接触面焊缝内壁平滑过渡,粗糙度检测达标率XXX%,获得客户验货团队高度认可。
3.成功攻克钛复合板焊接与薄壁管自动焊技术难点,相关工艺形成公司内部技术储备,为后续类似订单承接奠定基础。
4.项目焊接质量零投诉,助力公司获得客户优秀供应商评价,并成功续签了后续XXX期扩建项目订单。
教育背景
GPA X.XX/X.X(专业前XX%),主修金属材料学、焊接冶金原理及焊接结构等核心课程,熟练掌握AutoCAD机械制图与焊缝符号识别,能独立操作金相显微镜与硬度计进行焊缝组织分析。主导完成课程设计《不锈钢压力容器焊接工艺评定实验》,独立完成坡口设计、参数计算、试样制备与力学性能测试报告撰写,实验数据准确率达XXX%。
自我评价
培训经历
系统学习了现代焊接技术理论、复杂材料焊接工艺设计与焊缝失效分析,并将高级技能应用于实际生产。在XXX型号反应釜的镍基合金堆焊项目中,应用所学知识优化了预热与后热工艺,有效控制了焊接热影响区脆化倾向,使堆焊层化学成分均匀性提升,产品耐腐蚀性能测试通过率提高XXX%,相关操作法被纳入车间标准作业程序。
5-10年经验氩弧焊工简历模板(活力风格)
适用人群: #氩弧焊工 #高级[5-10年]



猜你想用
关于氩弧焊工简历的常见问题
[基本信息]
姓名:陈小湾
性别:男
年龄:26
学历:本科
婚姻:未婚
年限:4年
面貌:党员
邮箱:xiaowan@gangwan.com
电话:18600001654
[求职意向]
工作性质:全职
应聘职位:氩弧焊工
期望城市:北京
期望薪资:8000-10000
求职状态:离职-随时到岗
[工作经历]
北京XX科技有限公司 | 氩弧焊工
2024-09 - 2025-12
XXX机械制造是专注于压力容器、食品制药机械及成套设备制造的生产型企业,团队规模约XXX人,拥有数控加工中心、激光切割及自动焊等设备,为国内多家化工、食品领域企业提供核心部件加工与整机装配服务,年交付大型非标设备超XXX台套。
工作概述:
1.工艺开发:为解决新型双相不锈钢焊接易产生热裂纹的问题,主导焊接工艺评定试验;通过调整焊丝成分、优化保护气体配比及严格控制层间温度,形成标准化焊接参数包;将工艺应用于XXX产品系列,使该材料焊接合格率提升至XXX%,减少返修工时XXX%。
2.焊接操作:负责压力容器筒体纵环缝、接管内伸角焊缝等关键位置的氩弧焊打底与填充盖面;依据图纸要求与WPS文件,精准控制焊接电流、送丝速度与焊枪角度;执行多层多道焊,确保单面焊双面成型质量,焊缝外观与内部质量一次探伤合格率稳定在XXX%以上。
3.过程检验:在焊接过程中进行自检与互检,使用焊口检测尺测量焊缝余高、宽度及错边量;记录每道焊接参数,对可疑焊缝进行标记并及时通知质检人员;通过过程数据记录与分析,提前发现并纠正了XXX类常见操作偏差,避免批量质量问题。
4.设备维保:负责焊接工作站、水冷系统及送丝机的日常点检与基础维护;定期清理焊枪喷嘴、更换导电嘴与绝缘套,校准气体流量计;建立设备保养台账,将因设备故障导致的停工时间减少了XXX%,保障生产连续性。
5.文件编制:参与编制与修订焊接工艺规程、焊接作业指导书及返工工艺卡;将现场验证有效的操作技巧与参数固化到文件中,形成图文并茂的培训材料;新文件应用后,新员工上手合格焊接的培训周期缩短了XXX天。
6.生产提效:针对筒体环缝焊接效率瓶颈,提出并试验了窄间隙坡口设计与新型摆动焊接手法;在保证熔深与力学性能的前提下,将单条焊缝的焊接道次减少XXX道,填充金属消耗量降低XXX%,单件产品焊接综合工时节约XXX小时。
7.团队指导:负责班组内XXX名初级焊工的现场操作指导与技能培训;通过示范讲解、手把手纠正姿势、分享缺陷案例等方式,帮助其掌握铝合金薄板焊接、小直径管对接等难点技术;所带班组整体技能考核通过率提升XXX%,在部门技能比武中获得团体第一名。
工作业绩:
1.主导完成XXX项新材料、新结构的焊接工艺评定,形成标准参数库,支撑了公司XXX类新产品的顺利投产。
2.累计完成超过XXX米的高标准压力管道与容器主焊缝焊接,射线探伤一次合格率连续X年保持在XXX%以上,未发生重大质量事故。
3.通过精细化的过程检验与参数记录,推动班组月度焊接缺陷率从XXX%下降至XXX%,质量成本显著降低。
4.负责维护的X台自动氩弧焊设备,故障停机率低于XXX%,设备综合利用率位列车间前茅。
5.参与编制与优化XX份核心焊接工艺文件,成为车间培训与作业的基准,文件适用性与可操作性获好评。
6.提出的X项焊接工艺优化方案被采纳并推广,年均节约焊材成本约XXX元,累计提升产能约XXX工时。
7.成功指导培养出X名能够独立承担关键任务的焊工,为车间技术梯队建设做出贡献。
[项目经历]
项目名称:食品级不锈钢成套生产线焊接制造项目
担任角色:项目负责人
公司年度重点客户项目,为国内某大型乳品企业定制化设计制造的XXX吨级发酵罐系统及管道生产线,项目包含XXX台大型容器与超过XXX米食品级不锈钢管道焊接,全部焊缝需满足内壁Ra≤0.8μm的粗糙度要求,且100%通过X射线与着色渗透检测,材料涉及304、316L及钛材复合板等多种材质,工期紧张,客户对清洁度与耐腐蚀性能有极致要求。
项目业绩:
1.按时保质完成项目全部XXX当量高压管口与容器主焊缝的焊接任务,射线探伤一次合格率达到XXX%,远超客户XXX%的合同要求。
2.通过工艺优化与过程控制,实现了所有食品接触面焊缝内壁平滑过渡,粗糙度检测达标率XXX%,获得客户验货团队高度认可。
3.成功攻克钛复合板焊接与薄壁管自动焊技术难点,相关工艺形成公司内部技术储备,为后续类似订单承接奠定基础。
4.项目焊接质量零投诉,助力公司获得客户优秀供应商评价,并成功续签了后续XXX期扩建项目订单。
[教育背景]
江苏科技大学
材料成型及控制工程 | 本科
GPA X.XX/X.X(专业前XX%),主修金属材料学、焊接冶金原理及焊接结构等核心课程,熟练掌握AutoCAD机械制图与焊缝符号识别,能独立操作金相显微镜与硬度计进行焊缝组织分析。主导完成课程设计《不锈钢压力容器焊接工艺评定实验》,独立完成坡口设计、参数计算、试样制备与力学性能测试报告撰写,实验数据准确率达XXX%。