
 职场资讯
职场资讯
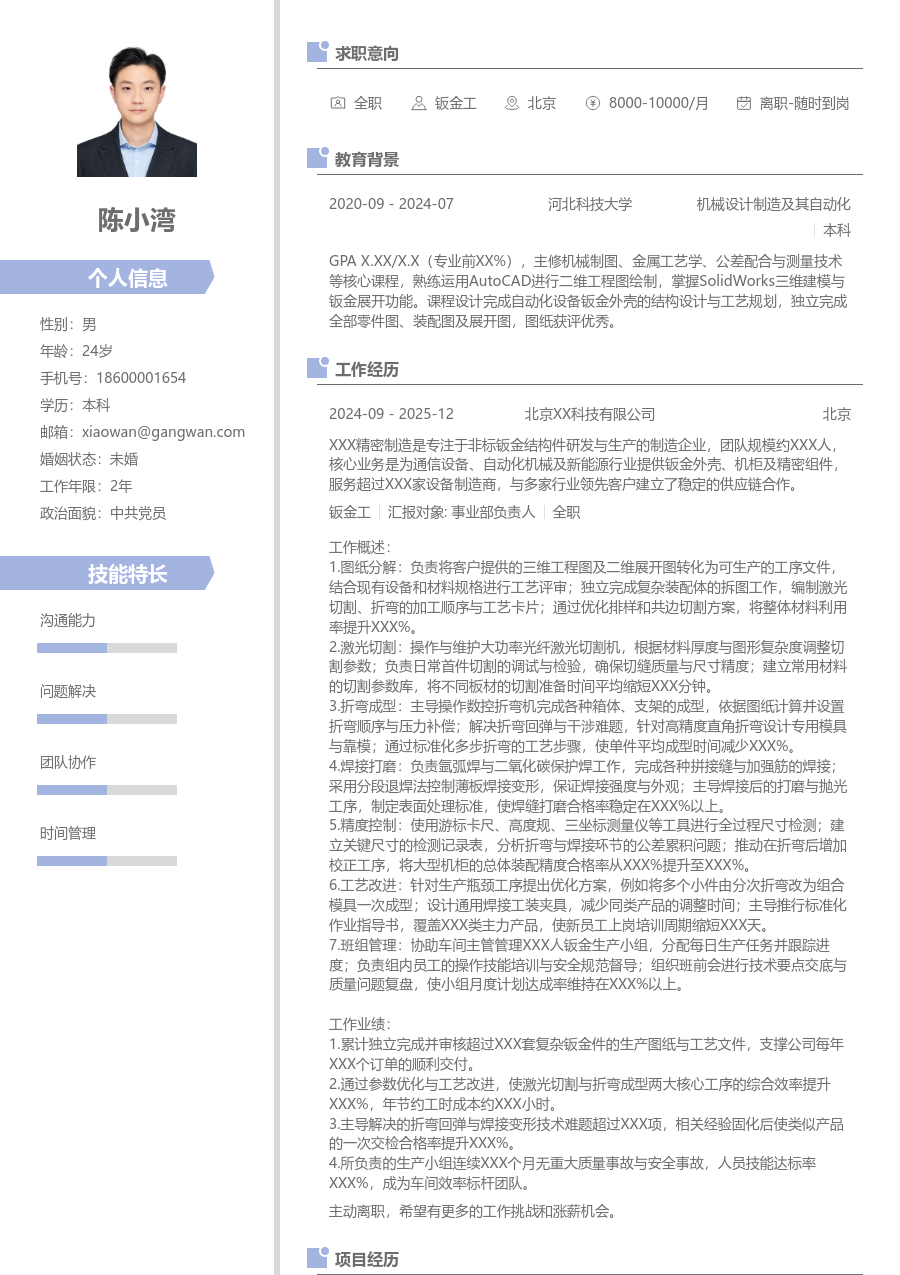
正在查看5-10年经验钣金工简历模板(清爽风)文字版
陈小湾
求职意向
工作经历
XXX精密制造是专注于非标钣金结构件研发与生产的制造企业,团队规模约XXX人,核心业务是为通信设备、自动化机械及新能源行业提供钣金外壳、机柜及精密组件,服务超过XXX家设备制造商,与多家行业领先客户建立了稳定的供应链合作。
工作概述:
1.图纸分解:负责将客户提供的三维工程图及二维展开图转化为可生产的工序文件,结合现有设备和材料规格进行工艺评审;独立完成复杂装配体的拆图工作,编制激光切割、折弯的加工顺序与工艺卡片;通过优化排样和共边切割方案,将整体材料利用率提升XXX%。
2.激光切割:操作与维护大功率光纤激光切割机,根据材料厚度与图形复杂度调整切割参数;负责日常首件切割的调试与检验,确保切缝质量与尺寸精度;建立常用材料的切割参数库,将不同板材的切割准备时间平均缩短XXX分钟。
3.折弯成型:主导操作数控折弯机完成各种箱体、支架的成型,依据图纸计算并设置折弯顺序与压力补偿;解决折弯回弹与干涉难题,针对高精度直角折弯设计专用模具与靠模;通过标准化多步折弯的工艺步骤,使单件平均成型时间减少XXX%。
4.焊接打磨:负责氩弧焊与二氧化碳保护焊工作,完成各种拼接缝与加强筋的焊接;采用分段退焊法控制薄板焊接变形,保证焊接强度与外观;主导焊接后的打磨与抛光工序,制定表面处理标准,使焊缝打磨合格率稳定在XXX%以上。
5.精度控制:使用游标卡尺、高度规、三坐标测量仪等工具进行全过程尺寸检测;建立关键尺寸的检测记录表,分析折弯与焊接环节的公差累积问题;推动在折弯后增加校正工序,将大型机柜的总体装配精度合格率从XXX%提升至XXX%。
6.工艺改进:针对生产瓶颈工序提出优化方案,例如将多个小件由分次折弯改为组合模具一次成型;设计通用焊接工装夹具,减少同类产品的调整时间;主导推行标准化作业指导书,覆盖XXX类主力产品,使新员工上岗培训周期缩短XXX天。
7.班组管理:协助车间主管管理XXX人钣金生产小组,分配每日生产任务并跟踪进度;负责组内员工的操作技能培训与安全规范督导;组织班前会进行技术要点交底与质量问题复盘,使小组月度计划达成率维持在XXX%以上。
工作业绩:
1.累计独立完成并审核超过XXX套复杂钣金件的生产图纸与工艺文件,支撑公司每年XXX个订单的顺利交付。
2.通过参数优化与工艺改进,使激光切割与折弯成型两大核心工序的综合效率提升XXX%,年节约工时成本约XXX小时。
3.主导解决的折弯回弹与焊接变形技术难题超过XXX项,相关经验固化后使类似产品的一次交检合格率提升XXX%。
4.所负责的生产小组连续XXX个月无重大质量事故与安全事故,人员技能达标率XXX%,成为车间效率标杆团队。
主动离职,希望有更多的工作挑战和涨薪机会。
项目经历
公司为某头部通信设备商承接的新一代基站机柜量产项目,产品为系列化户外机柜,包含XXX种不同尺寸与配置,结构复杂涉及多层面板拼接、高精度门框与散热百叶窗集成;原有样品阶段存在装配间隙不均、防水测试通过率低至XXX%、焊接变形导致门体卡滞等问题,且单柜生产工时超出客户预算XXX%,需在XXX个月内完成工艺定型并实现批量稳定交付。
项目职责:
1.工艺设计:负责全系列机柜从图纸到量产工艺的转化,主导设计关键拼接结构的焊接顺序与夹具方案,采用反变形工艺控制门框焊接后的平面度。
2.试制协调:牵头组织工程、质量、生产部门进行样柜试制,记录并分析每个工序的难点与耗时,针对散热窗铆接定位不准的问题,设计简易定位模具。
3.精度攻关:使用三坐标测量仪对首三套机柜进行全尺寸扫描,建立关键配合尺寸的公差链分析图,锁定折弯累积误差为主要原因,调整折弯工艺。
4.效率提升:分析生产流程,将部分可在折弯前完成的孔位由后续钻孔改为激光切割时同步完成,优化物流周转路线,减少半成品等待时间。
5.标准制定:汇总试产经验,编制包含XXX个操作要点的标准化作业指导书与自检表,并对全部XXX名产线员工进行培训与考核。
项目业绩:
1.成功交付XXX套系列机柜,项目按期完成率XXX%,产品一次性通过客户严格的防水、防尘与抗震测试。
2.通过工艺优化,单台机柜的平均生产工时降低XXX%,批产阶段的直接人工成本节约XXX%。
3.批量生产后,机柜关键尺寸(如门框对角线、安装孔位)的合格率从试制阶段的XXX%稳定提升至XXX%以上。
4.项目总结的《高精度钣金柜体焊接与装配工艺规范》成为公司同类产品的通用标准,支撑后续获得该客户XXX万元追加订单。
教育背景
GPA X.XX/X.X(专业前XX%),主修机械制图、金属工艺学、公差配合与测量技术等核心课程,熟练运用AutoCAD进行二维工程图绘制,掌握SolidWorks三维建模与钣金展开功能。课程设计完成自动化设备钣金外壳的结构设计与工艺规划,独立完成全部零件图、装配图及展开图,图纸获评优秀。
自我评价
培训经历
系统学习并掌握了氩弧焊、二氧化碳气体保护焊等先进焊接方法的理论与实操,重点深化了不锈钢、铝合金薄板的焊接变形控制技术。将培训所学的分段退焊法、反变形固定法等应用于通信机柜门框焊接,有效控制了热变形,使该部件焊接后的平面度误差小于XXX毫米,产品防水测试通过率提升至XXX%。
5-10年经验钣金工简历模板(清爽风)
适用人群: #钣金工 #高级[5-10年]



猜你想用
关于钣金工简历的常见问题
[基本信息]
姓名:陈小湾
性别:男
年龄:26
学历:本科
婚姻:未婚
年限:4年
面貌:党员
邮箱:xiaowan@gangwan.com
电话:18600001654
[求职意向]
工作性质:全职
应聘职位:钣金工
期望城市:北京
期望薪资:8000-10000
求职状态:离职-随时到岗
[工作经历]
北京XX科技有限公司 | 钣金工
2024-09 - 2025-12
XXX精密制造是专注于非标钣金结构件研发与生产的制造企业,团队规模约XXX人,核心业务是为通信设备、自动化机械及新能源行业提供钣金外壳、机柜及精密组件,服务超过XXX家设备制造商,与多家行业领先客户建立了稳定的供应链合作。
工作概述:
1.图纸分解:负责将客户提供的三维工程图及二维展开图转化为可生产的工序文件,结合现有设备和材料规格进行工艺评审;独立完成复杂装配体的拆图工作,编制激光切割、折弯的加工顺序与工艺卡片;通过优化排样和共边切割方案,将整体材料利用率提升XXX%。
2.激光切割:操作与维护大功率光纤激光切割机,根据材料厚度与图形复杂度调整切割参数;负责日常首件切割的调试与检验,确保切缝质量与尺寸精度;建立常用材料的切割参数库,将不同板材的切割准备时间平均缩短XXX分钟。
3.折弯成型:主导操作数控折弯机完成各种箱体、支架的成型,依据图纸计算并设置折弯顺序与压力补偿;解决折弯回弹与干涉难题,针对高精度直角折弯设计专用模具与靠模;通过标准化多步折弯的工艺步骤,使单件平均成型时间减少XXX%。
4.焊接打磨:负责氩弧焊与二氧化碳保护焊工作,完成各种拼接缝与加强筋的焊接;采用分段退焊法控制薄板焊接变形,保证焊接强度与外观;主导焊接后的打磨与抛光工序,制定表面处理标准,使焊缝打磨合格率稳定在XXX%以上。
5.精度控制:使用游标卡尺、高度规、三坐标测量仪等工具进行全过程尺寸检测;建立关键尺寸的检测记录表,分析折弯与焊接环节的公差累积问题;推动在折弯后增加校正工序,将大型机柜的总体装配精度合格率从XXX%提升至XXX%。
6.工艺改进:针对生产瓶颈工序提出优化方案,例如将多个小件由分次折弯改为组合模具一次成型;设计通用焊接工装夹具,减少同类产品的调整时间;主导推行标准化作业指导书,覆盖XXX类主力产品,使新员工上岗培训周期缩短XXX天。
7.班组管理:协助车间主管管理XXX人钣金生产小组,分配每日生产任务并跟踪进度;负责组内员工的操作技能培训与安全规范督导;组织班前会进行技术要点交底与质量问题复盘,使小组月度计划达成率维持在XXX%以上。
工作业绩:
1.累计独立完成并审核超过XXX套复杂钣金件的生产图纸与工艺文件,支撑公司每年XXX个订单的顺利交付。
2.通过参数优化与工艺改进,使激光切割与折弯成型两大核心工序的综合效率提升XXX%,年节约工时成本约XXX小时。
3.主导解决的折弯回弹与焊接变形技术难题超过XXX项,相关经验固化后使类似产品的一次交检合格率提升XXX%。
4.所负责的生产小组连续XXX个月无重大质量事故与安全事故,人员技能达标率XXX%,成为车间效率标杆团队。
[项目经历]
项目名称:大型通信设备机柜系列化生产项目
担任角色:项目负责人
公司为某头部通信设备商承接的新一代基站机柜量产项目,产品为系列化户外机柜,包含XXX种不同尺寸与配置,结构复杂涉及多层面板拼接、高精度门框与散热百叶窗集成;原有样品阶段存在装配间隙不均、防水测试通过率低至XXX%、焊接变形导致门体卡滞等问题,且单柜生产工时超出客户预算XXX%,需在XXX个月内完成工艺定型并实现批量稳定交付。
项目业绩:
1.成功交付XXX套系列机柜,项目按期完成率XXX%,产品一次性通过客户严格的防水、防尘与抗震测试。
2.通过工艺优化,单台机柜的平均生产工时降低XXX%,批产阶段的直接人工成本节约XXX%。
3.批量生产后,机柜关键尺寸(如门框对角线、安装孔位)的合格率从试制阶段的XXX%稳定提升至XXX%以上。
4.项目总结的《高精度钣金柜体焊接与装配工艺规范》成为公司同类产品的通用标准,支撑后续获得该客户XXX万元追加订单。
[教育背景]
河北科技大学
机械设计制造及其自动化 | 本科
GPA X.XX/X.X(专业前XX%),主修机械制图、金属工艺学、公差配合与测量技术等核心课程,熟练运用AutoCAD进行二维工程图绘制,掌握SolidWorks三维建模与钣金展开功能。课程设计完成自动化设备钣金外壳的结构设计与工艺规划,独立完成全部零件图、装配图及展开图,图纸获评优秀。