
 职场资讯
职场资讯
正在查看10+年经验车工简历模板(简约设计)文字版
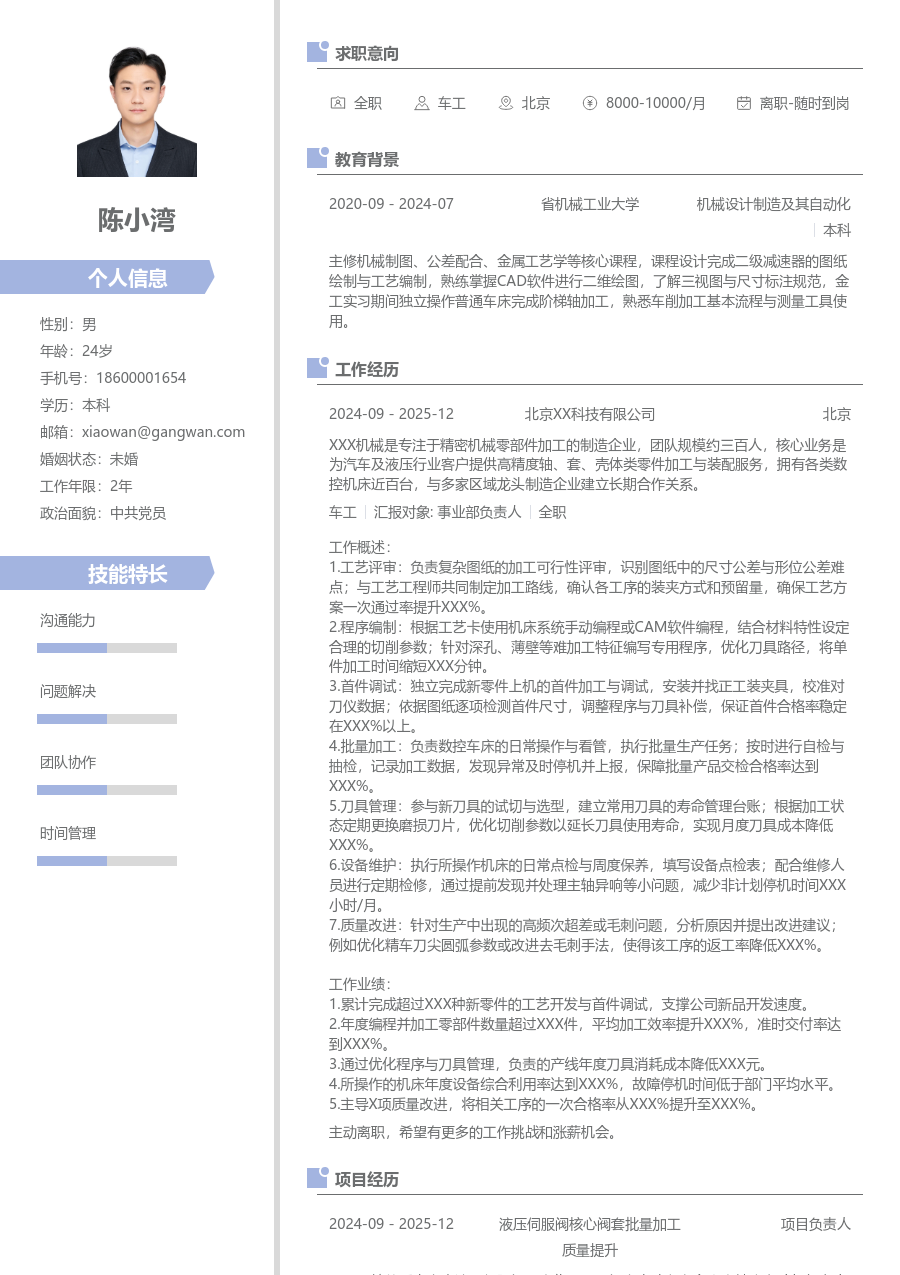
陈小湾
求职意向
工作经历
XXX机械是专注于精密机械零部件加工的制造企业,团队规模约三百人,核心业务是为汽车及液压行业客户提供高精度轴、套、壳体类零件加工与装配服务,拥有各类数控机床近百台,与多家区域龙头制造企业建立长期合作关系。
工作概述:
1.工艺评审:负责复杂图纸的加工可行性评审,识别图纸中的尺寸公差与形位公差难点;与工艺工程师共同制定加工路线,确认各工序的装夹方式和预留量,确保工艺方案一次通过率提升XXX%。
2.程序编制:根据工艺卡使用机床系统手动编程或CAM软件编程,结合材料特性设定合理的切削参数;针对深孔、薄壁等难加工特征编写专用程序,优化刀具路径,将单件加工时间缩短XXX分钟。
3.首件调试:独立完成新零件上机的首件加工与调试,安装并找正工装夹具,校准对刀仪数据;依据图纸逐项检测首件尺寸,调整程序与刀具补偿,保证首件合格率稳定在XXX%以上。
4.批量加工:负责数控车床的日常操作与看管,执行批量生产任务;按时进行自检与抽检,记录加工数据,发现异常及时停机并上报,保障批量产品交检合格率达到XXX%。
5.刀具管理:参与新刀具的试切与选型,建立常用刀具的寿命管理台账;根据加工状态定期更换磨损刀片,优化切削参数以延长刀具使用寿命,实现月度刀具成本降低XXX%。
6.设备维护:执行所操作机床的日常点检与周度保养,填写设备点检表;配合维修人员进行定期检修,通过提前发现并处理主轴异响等小问题,减少非计划停机时间XXX小时/月。
7.质量改进:针对生产中出现的高频次超差或毛刺问题,分析原因并提出改进建议;例如优化精车刀尖圆弧参数或改进去毛刺手法,使得该工序的返工率降低XXX%。
工作业绩:
1.累计完成超过XXX种新零件的工艺开发与首件调试,支撑公司新品开发速度。
2.年度编程并加工零部件数量超过XXX件,平均加工效率提升XXX%,准时交付率达到XXX%。
3.通过优化程序与刀具管理,负责的产线年度刀具消耗成本降低XXX元。
4.所操作的机床年度设备综合利用率达到XXX%,故障停机时间低于部门平均水平。
5.主导X项质量改进,将相关工序的一次合格率从XXX%提升至XXX%。
主动离职,希望有更多的工作挑战和涨薪机会。
项目经历
公司承接的重点客户液压伺服阀国产化项目,阀套内孔存在多个高精度台阶与径向小孔,原有加工方式易导致内孔同轴度超差与小孔毛刺残留,产品批量合格率仅XXX%,无法满足客户每月XXX件的稳定交付需求,成为项目量产瓶颈。
项目职责:
1.工艺分析:负责分析阀套图纸关键特性,识别内孔车削变形与钻小孔时毛刺产生的根本原因,参与评审并优化加工工序排序。
2.工装改进:设计并主导制作新的弹性芯轴工装,以改善薄壁阀套的装夹受力状态,减少车削导致的变形。
3.程序优化:针对内孔多台阶结构,重新编写精车程序,采用小切深高转速的切削策略,并优化退刀路径。
4.操作规范:制定钻削径向小孔的标准操作步骤,明确钻头刃磨角度、冷却液流量与退刀手法,形成作业指导书。
项目业绩:
1.阀套批量加工合格率从XXX%提升至XXX%,达到客户质量要求。
2.单件加工节拍缩短XXX分钟,月产能稳定满足XXX件,保障项目准时交付。
3.因质量提升减少的报废与返工,实现单件成本节约XXX元,年度节约成本超过XXX万元。
教育背景
主修机械制图、公差配合、金属工艺学等核心课程,课程设计完成二级减速器的图纸绘制与工艺编制,熟练掌握CAD软件进行二维绘图,了解三视图与尺寸标注规范,金工实习期间独立操作普通车床完成阶梯轴加工,熟悉车削加工基本流程与测量工具使用。
自我评价
培训经历
系统学习了复杂畸形零件加工、精密量具使用及误差分析等高级技能,将培训所学应用于不锈钢薄壁件加工,通过改进装夹与切削方法,成功控制变形在XXX毫米以内,加工精度显著提升。
10+年经验车工简历模板(简约设计)
适用人群: #车工 #资深[10+年]



猜你想用
关于车工简历的常见问题
[基本信息]
姓名:陈小湾
性别:男
年龄:26
学历:本科
婚姻:未婚
年限:4年
面貌:党员
邮箱:xiaowan@gangwan.com
电话:18600001654
[求职意向]
工作性质:全职
应聘职位:车工
期望城市:北京
期望薪资:8000-10000
求职状态:离职-随时到岗
[工作经历]
北京XX科技有限公司 | 车工
2024-09 - 2025-12
XXX机械是专注于精密机械零部件加工的制造企业,团队规模约三百人,核心业务是为汽车及液压行业客户提供高精度轴、套、壳体类零件加工与装配服务,拥有各类数控机床近百台,与多家区域龙头制造企业建立长期合作关系。
工作概述:
1.工艺评审:负责复杂图纸的加工可行性评审,识别图纸中的尺寸公差与形位公差难点;与工艺工程师共同制定加工路线,确认各工序的装夹方式和预留量,确保工艺方案一次通过率提升XXX%。
2.程序编制:根据工艺卡使用机床系统手动编程或CAM软件编程,结合材料特性设定合理的切削参数;针对深孔、薄壁等难加工特征编写专用程序,优化刀具路径,将单件加工时间缩短XXX分钟。
3.首件调试:独立完成新零件上机的首件加工与调试,安装并找正工装夹具,校准对刀仪数据;依据图纸逐项检测首件尺寸,调整程序与刀具补偿,保证首件合格率稳定在XXX%以上。
4.批量加工:负责数控车床的日常操作与看管,执行批量生产任务;按时进行自检与抽检,记录加工数据,发现异常及时停机并上报,保障批量产品交检合格率达到XXX%。
5.刀具管理:参与新刀具的试切与选型,建立常用刀具的寿命管理台账;根据加工状态定期更换磨损刀片,优化切削参数以延长刀具使用寿命,实现月度刀具成本降低XXX%。
6.设备维护:执行所操作机床的日常点检与周度保养,填写设备点检表;配合维修人员进行定期检修,通过提前发现并处理主轴异响等小问题,减少非计划停机时间XXX小时/月。
7.质量改进:针对生产中出现的高频次超差或毛刺问题,分析原因并提出改进建议;例如优化精车刀尖圆弧参数或改进去毛刺手法,使得该工序的返工率降低XXX%。
工作业绩:
1.累计完成超过XXX种新零件的工艺开发与首件调试,支撑公司新品开发速度。
2.年度编程并加工零部件数量超过XXX件,平均加工效率提升XXX%,准时交付率达到XXX%。
3.通过优化程序与刀具管理,负责的产线年度刀具消耗成本降低XXX元。
4.所操作的机床年度设备综合利用率达到XXX%,故障停机时间低于部门平均水平。
5.主导X项质量改进,将相关工序的一次合格率从XXX%提升至XXX%。
[项目经历]
项目名称:液压伺服阀核心阀套批量加工质量提升
担任角色:项目负责人
公司承接的重点客户液压伺服阀国产化项目,阀套内孔存在多个高精度台阶与径向小孔,原有加工方式易导致内孔同轴度超差与小孔毛刺残留,产品批量合格率仅XXX%,无法满足客户每月XXX件的稳定交付需求,成为项目量产瓶颈。
项目业绩:
1.阀套批量加工合格率从XXX%提升至XXX%,达到客户质量要求。
2.单件加工节拍缩短XXX分钟,月产能稳定满足XXX件,保障项目准时交付。
3.因质量提升减少的报废与返工,实现单件成本节约XXX元,年度节约成本超过XXX万元。
[教育背景]
省机械工业大学
机械设计制造及其自动化 | 本科
主修机械制图、公差配合、金属工艺学等核心课程,课程设计完成二级减速器的图纸绘制与工艺编制,熟练掌握CAD软件进行二维绘图,了解三视图与尺寸标注规范,金工实习期间独立操作普通车床完成阶梯轴加工,熟悉车削加工基本流程与测量工具使用。